
Dobór odpowiedniego sterownika PLC do potrzeb aplikacji jest bardzo ważny. Czasami możemy przeszarżować i dobrać sterownik, który nie będzie przez nas w pełni wykorzystywany. Z drugiej strony możemy też dobrać za słaby sterownik: za mało wejść/wyjść, zbyt mało pamięci. Dlatego też chciałbym się podzielić moimi przemyśleniami o tym, który sterownik PLC jest najlepszy – tutaj warto dodać – do Twojego układu sterowania. Można odruchowo odpowiedzieć jak na większość pytań, krótkim: „to zależy”.
Dzisiaj wybór jest tak przeogromny, że nie ma jednoznacznej odpowiedzi, więc „to zależy” postaram się wyjaśnić. Przebrniemy przez potrzebną charakterystykę techniczną, potrzeby klienta, Twojej firmy oraz standaryzację i unifikację. Na końcu dowiesz się, jak do tego doszło, że każdy automatyk sterowniki PLC Siemens po prostu musi nauczyć się programować.
Jednak czy są one najlepsze?
Zanim przejdziemy do kryteriów doboru, podzielmy sterowniki na:
- małe – [ok. 150 wejść/wyjść] – do prostych obiektów typu pompownia, transporter, napełnianie zbiornika. Dość ograniczone funkcjonalnością i opcjami programowania np.: EATON easyE4, Siemens Logo!8, Unitronics Jazz.
- średnie – [ok. 500 wejść/wyjść] – poradzą sobie w większości przypadków, jeśli je odpowiednio rozbudujemy o dodatkowe moduły zewnętrzne. Przy większych układach należy zwracać uwagę na pamięć sterownika czy nie należy jednak przesiąść się na duży PLC, np.: Siemens S7-1200, Emerson(Ge) VersaMax, Mitsubishi FX5U, Phoenix Contact PLCnext, WAGO PFC 200, Allen Bradley MicroLogix, EATON XC-300, ASTOR Astraada i… uff wiele innych
- duże – [>500 wejść/wyjść] – gdy potrzebujemy wyciągnąć samochód z pola, potrzebujemy dużego ciągnika. Tak samo jest z dużymi obiektami automatyki, gdzie jest wiele zależności i wymagających procesów regulacji czy obliczeń arytmetycznych. Aby udźwignąć te obliczenia, potrzebujemy stabilnej, dużej mocy obliczeniowej. Na dużych sterownikach PLC zazwyczaj są „stawiane” procesowe linie produkcyjne np. warzenie piwa/przemysł spożywczy. Duże sterowniki to np.: Siemens S7-1500, Mitsubishi iQ-R, Emerson (Ge) RX3i i inne.
Mamy to? Więc do dzieła!

Kryterium 1 – Poziom skomplikowania układu sterowania a PLC
Kierownik do Ciebie: masz zaprogramować sterownik do „tego” obiektu, po czym rzuca Ci teczkę na stół. Pierwsze co musimy zrobić to oszacować wielkość aplikacji/obiektu, czyli naszego układu sterowania. Po wstępnych oględzinach już powinniśmy się zorientować, w którą grupę sterowników celować: małe, średnie czy duże. Wchodzimy w szczegóły i już wiemy. O tym kryterium 2!
Kryterium 2 – Ilość/rodzaj potrzebnych wejść i wyjść w PLC
To jest jedno z najważniejszych kryteriów pod względem technicznym. O ile nie ma tego w specyfikacji lub dokumentacji technicznej, to musimy określić ilość wejść i wyjść cyfrowych. Nie zapominaj o wejściach innego typu np. analogowe, temperaturowe, licznikowe, czy inne specjalne.
Załóżmy, że musimy zebrać informację z 40 sygnałów cyfrowych (czujników, przycisków itp.), wysterować cyfrowo 24 wyjścia (przekaźniki, lampki, zawory, styczniki), zebrać sygnały analogowe z dwóch czujników ciśnienia oraz sterować analogowo pozycją przepustnicą zaworu.
Potrzebujemy więc sterownika, który obsłuży nam 40DI, 24DO, 2AI, 1AO.
PLCnext – Phoenix Contact
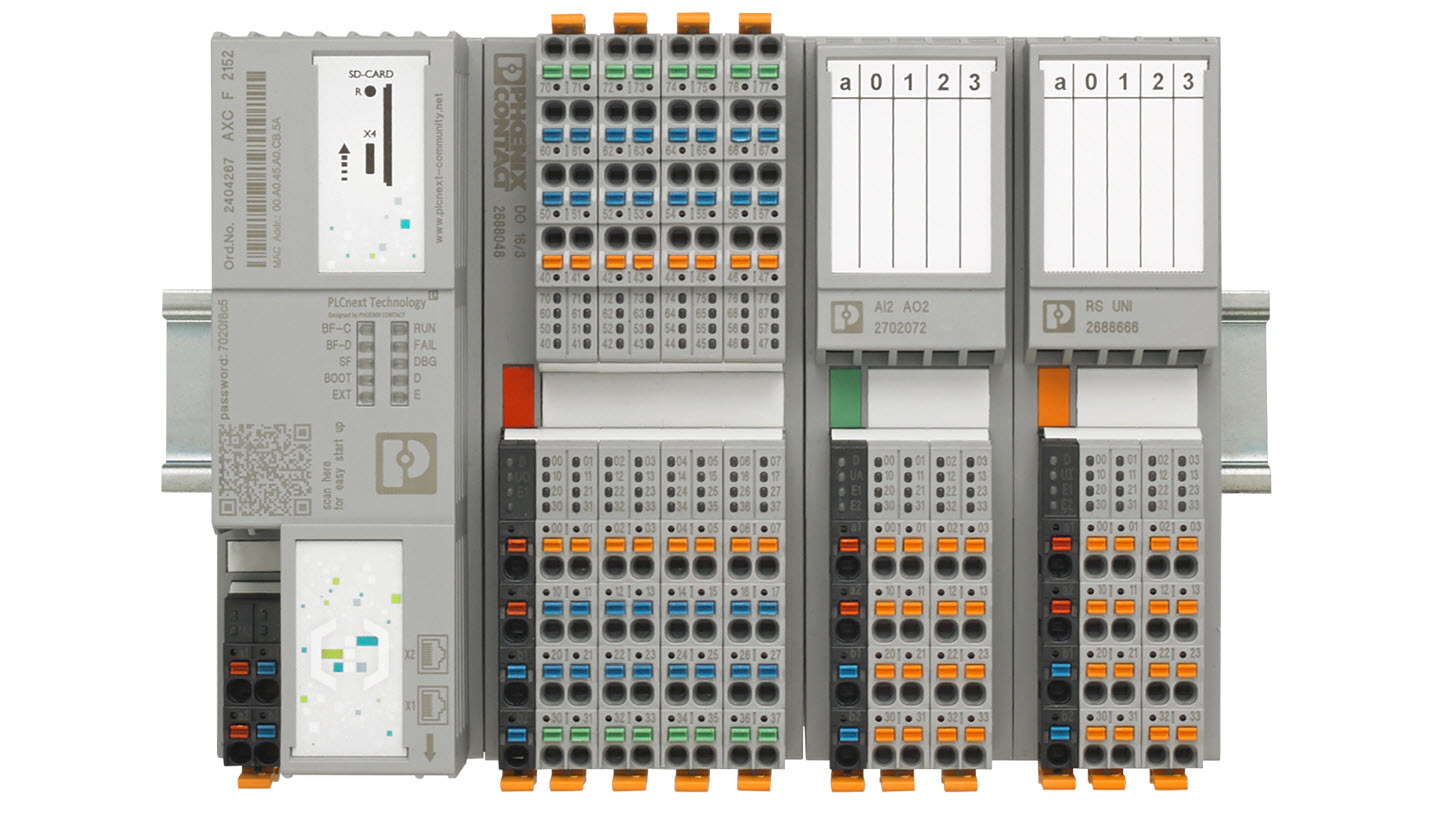
Jeśli nie potrzebujemy, nie wiadomo jakich procesów na miarę DCS, to śmiało możemy wcelować w sterownik np. PLCnext Phoenix Contact, Siemens S7-1200 lub FX5U Mitsubishi Electric, dodając do nich moduły wejść, wyjść. Najlepiej zachować pewien zapas wejść i wyjść na przyszłą rozbudowę, czyli dobrać nieco więcej niż wstępnie jest wymagane. Jeśli dobierzemy „na styk”, to może się okazać, że coś przeoczyliśmy i trzeba będzie kombinować, lub przerabiać szafę. Miałem co najmniej 5 takich przypadków (przez “oszczędności” kierownika). Zapas to dobra praktyka!
Kryterium 3 – komunikacja PLC z innymi urządzeniami
Zadaj sobie te pytania:
- Czy będę się łączył z innymi urządzeniami np. przepływomierz?
- Czy będą panele HMI lub SCADA?
- Czy dokładam swój PLC do istniejącego układu sterowania z innymi PLC?
Jeśli tak (lub jest w planach) to musisz zorientować się, czy wybrany przez Ciebie sterownik będzie miał możliwość rozbudowy o odpowiednie protokoły i porty komunikacyjne. Muszą być one kompatybilne z urządzeniami, z którymi będziesz chciał się komunikować.
Przykłady:
Będzie przepływomierz Siemens MAG 5000 z Modbus RTU – potrzebujesz więc sterownika z portem RS485 i obsługą protokołu Modbus RTU.
Będzie panel HMI Weintek z portem Ethernet – warto mieć zatem sterownik PLC z portem Ethernet i kompatybilnym protokołem. Akurat Weintek ma bardzo wiele wgranych protokołów i będzie pracował niemal z każdym sterownikiem PLC, więc tutaj jest mało zmartwień. Przykładowo, ze sterownikiem Siemens S7-1200 możesz skomunikować się za pomocą protokołu S7, Modbus TCP, Modbus RTU.
Na obiekcie jest już stary sterownik Siemens S7-200 z portem RS485 – jeśli dokładasz swój sterownik i musisz sczytać dane, to również wymagana jest kompatybilność komunikacji. Oba sterowniki muszą się rozumieć, gadać w jednym języku (mieć ten sam protokół). W przypadku S7-200 nie będzie łatwo. Najpierw należy pozyskać od Siemensa bibliotekę do obsługi modbus RTU, a następnie przeprogramować sterownik S7-200, aby udostępniał dane jako Slave na porcie RS485. Dopiero wtedy możemy podłączyć się naszym sterownikiem PLC, który jest Masterem Modbus RTU na swoim porcie RS485.
W tym przypadku najtrudniejsze może się okazać pozyskanie oryginalnego i aktualnego programu do obecnego S7-200. Istnieje też ryzyko, że po wgraniu programu coś pójdzie nie tak, więc upewniajmy się po 10 razy, co robimy. Ostatecznie wypruwamy stare sterowniki z flakami i wkładamy swoje – tak też się robiło :).
Kryterium 4 – standaryzacja i unifikacja PLC
Jeśli już dobierzemy sterownik, który ma odpowiednią ilość sygnałów i kompatybilne porty z protokołami komunikacyjnymi, to możemy i tak pocałować się w nos, jeśli wykraczamy poza standaryzację klienta czy Twojej firmy. Bywa tak, że Twoja firma (lub klient) może stosować sterowniki tylko jednej firmy i AMEN! Jeśli standaryzacja obejmuje firmę, w której pracujesz, to zapewne wiesz o tym z góry, że dobierasz sterowniki tylko z określonej puli. Jeśli standaryzacja panuje u klienta, to musisz się o tym dowiedzieć/upewnić, bo w przeciwnym razie może Cię to dużo kosztować.
Przykład z mojego życia:
Firma, w której pracowałem, produkowała szafy do sterowania tłocznią ścieków. W standardzie wewnątrz naszej firmy stosowaliśmy sterowniki Unitronics V120 i z takim sterownikiem pojechałem uruchamiać obiekt z Białegostoku do miasta Puck. Na miejscu, przy odbiorach przez klienta dowiedziałem się, że u nich wszystkie sterowniki muszą być firmy HORNER i nie odbiorą obiektu (bo wspominali nam o tym w początkowych ustaleniach, co nie wiadomo czy było prawdą). Koniec końców, wróciłem na bazę i musiałem przepisać program z Unitronics na Horner. Wróciłem po kilku dniach z gotowym programem, przeprułem szafę i podmieniłem sterownik. Ehh, przynajmniej poznałem wtedy Hornery, fajne są 😉
Kryterium 5 – wielkość i opcje rozbudowy PLC
Warto patrzeć w przyszłość i przewidzieć, czy da się w przyszłości rozbudować sterownik, który dobieramy (i czy jest szansa, że to będzie potrzebne). Bo jeśli wykorzystamy maksymalnie sterownik, np. poprzez użycie tylu modułów ile może obsłużyć na maksa, to w przyszłości oczywiście nie dodamy kolejnego.
Druga sprawa to rozmiar całego sterownika z modułami. Czy miejsce jest dla Ciebie ważne? Może masz ograniczoną przestrzeń na szafkę sterowniczą, a sygnałów jest bardzo wiele. Wtedy celuj w sterowniki z cienkimi modułami dodatkowymi np. WAGO PFC-200, Beckhoff CX, EATON XC-300

Kryterium 6 – oprogramowanie lub środowisko do PLC
Zorientuj się, czy oprogramowanie do PLC jest darmowe, czy płatne – jeśli to ma znaczenie. Niektórzy producenci dodatkowo dzielą licencję na poziomy zaawansowania basic, advanced i pro (np. TIA Portal). Inni mają model darmowego oprogramowania np. WinProLadder do sterowników FATEK. Z kolei oprogramowania oparte na Codesys możesz ściągnąć, programować i symulować bezpłatnie, ale jak chcesz wgrać do sterownika, to musisz wykupić odpowiednie biblioteki. Jeszcze inni stosują metodę pół na pół np. FPWinPro do sterowników Panasonic możemy ściągnąć bezpłatnie i korzystać ze wszystkich funkcji, ale tylko wykorzystując 30 000 kroków programu, a za pełną wersję trzeba zapłacić.

Druga sprawa, ważna dla skalowania twojej pracy, to wybór pomiędzy środowiskiem a oprogramowaniem do PLC. Środowisko obsługuje wiele urządzeń z puli producenta. To znaczy, że w jednym obszarze możesz zaprogramować sterownik PLC, panel HMI czy serwomechanizm np. TIA Portal od Siemens, Codesys czy Automation Studio od B&R. Samo oprogramowanie do PLC służy natomiast tylko do programowania PLC np. FPWin do FATEK.
Osobiście jestem zwolennikiem całego środowiska, bo wtedy praca całej struktury układu sterowania i wizualizacji jest bardzo czytelna i wygodna.
Kryterium 7 – popularność i cena PLC
Choć tani i drogi sterownik mogą wykonywać dokładnie taki sam program z równą skutecznością to i tak czasami wybierany jest ten droższy. Dlaczego?
O tym w kolejnych kryteriach. Czasami jednak wybór jest dyktowany ceną i musimy wybrać budżetowe rozwiązanie. Jeśli masz dotarcie i dobre kontakty do dystrybutorów to wiesz co robić – wyślij zapytanie do kilku i uzyskaj najlepsze warunki. Jeśli natomiast ich nie masz, to jesteś skazany na ceny albo katalogowe, albo z małym rabatem. Chyba że… 🙂 Znajdziesz kogoś, kto ma dobre ceny i przez niego kupisz sterownik. Takie prawo dżungli w tej branży. Jeśli szukasz czegoś do nauki, to przeszperaj aukcje na Allegro, Olx i w grupach na Facebook.
Choć moim zdaniem uczyć się można z powodzeniem bez sterownika PLC za pomocą Factory IO – o czym uczymy w kursie SCL.

Kryterium 8 – wsparcie techniczne
Czasami jest tak, że za cholerę coś nie działa, a powinno. Przeszukałeś już wszystkie fora i przeczytałeś wszystkie artykuły. Dalej nic. A wystarczy czasami zadzwonić lub napisać e-mail do supportu producenta, lub dystrybutora i odpowiedź mamy w kilka godzin. Okazało się, że to błąd w aktualizacji i zaraz doślą poprawkę. Tylko że ten support musi być właśnie taki sprawny!
Przykłady:
- Multiprojekt – Weintek, Fatek i inne – support bardzo dobry
- ZestaPro – WebHMI – support wzorowy
- ASTOR – Astraada, Emerson, Kawasaki i inne – wzrór do naśladowania
Siemens – no właśnie… Niby gigant, ale bywają okresy, że z supportem bezpośrednio od nich bywa ciężko. Takie info otrzymuję od innych. Ich sterowniki są najpopularniejsze i najzwyczajniej w świecie mogą się czasami nie wyrobić, tak myślę. Na szczęście społeczność wokół sterowników PLC Siemens jest tak ogromna, że pomagamy sobie szybciej, niż support odbierze słuchawkę telefonu :). Chociażby w grupie Automatyk Może Więcej na Facebook. Siemens ma też bardzo dobrze rozbudowane forum (po angielsku), gdzie znajdziemy 95% napotykanych przez użytkowników problemów. Więc da się z tym sprawnie żyć.
Kryterium 9 – ilość materiałów dostępnych w internecie o danym PLC
Ważny wątek, abyśmy nie musieli przedzierać się przez wszystkie funkcje sami z helpem. Jeśli rozważasz zakup nowego sterownika, to zorientuj się, czy są na ich temat jakieś opracowania w internecie po polsku lub angielsku. Na iAutomatyka.pl opracowaliśmy sporo tutoriali i pierwszych kroków z wieloma sterownikami. Zobacz czy nie ma tam czegoś, czego szukasz. Sprawdź też nasze kursy online dla automatyków

Kryterium 10 – zadania specjalne sterownika PLC
Wejścia i wyjścia to nie wszystko! Chcesz jeszcze sterować silnikiem serwo lub krokowym? A może potrzebujesz wejścia na czujniki tensometryczne?
Warto się upewnić, że Twój sterownik będzie miał do tego odpowiednie możliwości i moduły. Najszybciej to podnieść telefon i przekręcić do dystrybutora lub producenta i zapytać, czy mają taką możliwość, jaka Cię interesuje.
Przykłady:
- PLC Mitsubishi Electric – mają moduły do sterowania ruchem (serwo) i wszystko programujesz w jednym środowisku GX Works 3, co jest ekstremalnie świetne.
- PLC Fatek – mają dedykowane moduły do sterowania silnikami krokowymi (przez wzmacniacze) specjalnymi wyjściami 5VDC – pisałem nawet o tym artykuł na iAutomatyka.pl.
- PLC EATON XC-300 – mają specjalne moduły obsługi silnika DC, moduł wagi tensometrycznej, moduł szybkiego licznika
To na tyle ode mnie à propos doboru najlepszego sterownika. Mam nadzieję, że moje przemyślenia w czymś Ci pomogą. Pewnie by się jeszcze coś znalazło, ale te kryteria według mnie są najważniejsze.
A teraz odpowiedź na pytanie, które zadałem we wstępie.
Jak więc do tego doszło, że więc każdy automatyk musi umieć programować sterowniki PLC Siemens w TIA Portal?
Zaczęło się dawno temu, kiedy w Polsce popularni byli w zasadzie tylko dwaj producenci sterowników PLC: Siemens i Ge Fanuc (później Ge a teraz Emerson). Jeszcze wtedy spijałem mleko spod nosa, ale opowieści, które słyszałem przekazuję tutaj 😉
Obaj producenci prześcigali się w pomysłach na zdobycie uwagi inżynierów. Nie wiem kto i co zaczął pierwszy, ale najwyraźniej naśladowali się wzajemnie. Jak jeden zaczął inwestować w młodzież doposażając uczelnie w sterowniki PLC to zaraz robił do drugi. To był genialny krok z patrzeniem w przyszłość. Każdy poznał ich sterowniki na studiach to, co wybierał po studiach? To co znał 🙂
Jeden z nich (dystrybutor Ge Fanuc) przełamali lody i zaczęli masowo rozdawać instrukcje obsługi do swoich sterowników – bo kiedyś nawet instrukcje potrafiły być dodatkowo płatne. Podobnie Siemens wtedy i dzisiaj też drukuje całe podręczniki obsługi i programowania swoich sterowników.
Jednak bardziej popularny stał się Siemens! Dlaczego?
Detektywem nie jestem i nie będę. Może przez większy budżet, może dlatego, że w Polsce Ge Fanuc zajmowała się stosunkowo mniejsza firma (dzisiaj są wielcy), a Siemens to od początku wielkie korpo. Obie serie sterowników są świetne, ale ja… Stwierdzam jednak fakt 🙂
Siemens jest wszędzie. Nawet jak jakiś integrator automatyki woli inne sterowniki niż Siemens to i tak musi umieć programować Siemens, bo jego klient może chcieć Siemens. Dlatego, każdy automatyk też musi umieć programować Siemens. W każdej ofercie pracy wymagany jest Siemens. W większości szaf siedzi i oblicza Siemens. Tego koła chyba już nie da się zatrzymać. Poza tym Siemens to naprawdę fajne sterowniki. Osobiście bardzo lubię i sporo ich zaprogramowałem. Wciąż nie twierdzę, że są najlepsze!
Ale… Zapraszam na kurs online z ich programowania 🙂

Czas na podsumowanie.
Moim zdaniem nie ma idealnego sterownika. Każdy, czy to Siemens, czy B&R, Allan Bradley i… każdy ma jakieś “wady”, czy błędy poprawiane z każdą kolejną aktualizacją. Najlepiej jest poznać ich jak najwięcej. Jak masz możliwość, to zaprogramuj tyle różnych, ile się tylko da. Dzięki temu będziesz miał szerszą perspektywę i większy świadomy wybór.
Lubię sterowniki Siemens, ale nie twierdzę, że są one najlepsze. Nie mam w swojej puli tych “najlepszych”. Cenię sobie sterowniki Allan Bradley, Mitsubishi Electric, WAGO, Unitronics. Ostatnio zaciekawił mnie też Panasonic. Każdy z nich jest inny, każdy oferuje nieco inne podejście. Na każdym jednak (w zależności od serii) można zrobić mniej więcej to samo. Tylko nieco innymi metodami.